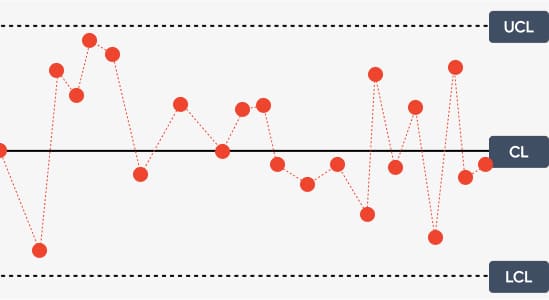
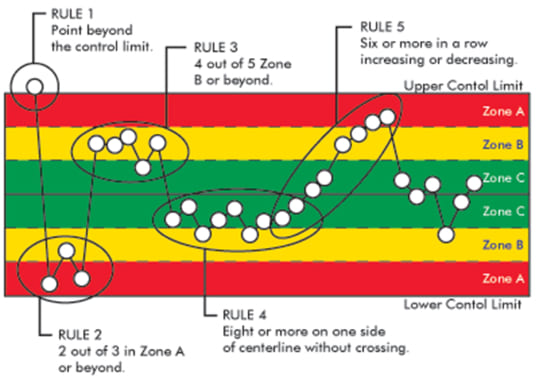
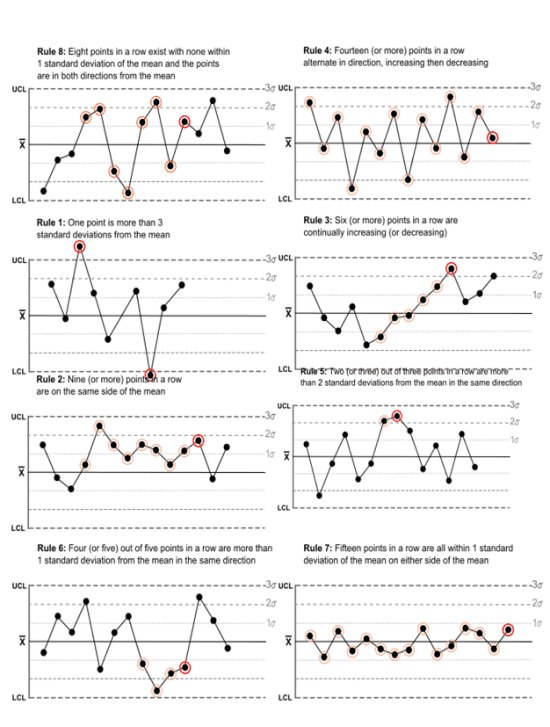
| | Any single data point falls outside the 3σ limit from the centerline
(i.e., any point that falls outside Zone A, beyond either the upper or lower control limit) | – Symmetric data 适用 (X-bar chart..) |
|---|
| Two out of three consecutive points fall beyond the 2σ limit (in zone A or beyond), on the same side of the centerline |
| Four out of five consecutive points fall beyond the 1σ limit (in zone B or beyond), on the same side of the centerline |
| Eight consecutive points fall on the same side of the centerline (in zone C or beyond) |
| | Any single data point falling above the +3σ limit | – Small sub-group sample (<5)
– Asymmetric data适用 (R-chart, p-chart,..) |
|---|
| Two consecutive points falling above the +2σ limit (in the upper zone A or above) |
| Three consecutive points falling above the +1σ limit (in the upper zone B or above) |
| Seven consecutive points falling above the centerline (in the upper zone C or above) |
| Ten consecutive points falling below the centerline (in the lower zone C or below) |
| Six consecutive points falling below the -1σ limit (in the lower zone B or below) |
| Four consecutive points falling below the -2σ limit (in the lower zone A) |
| | 6 in a row trending up or down | |
|---|
| 14 in a row alternating up and down |